งานตรวจสอบแบบไม่ทำลาย ด้วยวิธีการถ่ายภาพด้วยรังสี
งานนี้เป็นงาน ตรวจสอบโดยไม่ทำลายหรือ NDT ครับ ชิ้นงานที่ทาง KAKA Engineering ได้รับความไว้วางใจ จากทาง West Coast Engineering Co.,Ltd. ในเครือ สหะวิริยาสตีลอินดัสตรี จำกัด(มหาชน) ซึ่งเป็นผู้นำทางด้านธุรกิจวิศวกรรม ซ่อมบำรุง อะไหล่เครื่องจักรกล ในงานอุตสาหกรรมหนัก ให้เป็นผู้ดำเนินการ ตรวจทดสอบชิ้นงาน เพื่อประโยชน์ในการวิเคราะห์ และพัฒนาชิ้นงานในอนาคตต่อไป โดยชิ้นงานที่ส่งมาถึงมือเรา เป็นชิ้นส่วนของเครื่องจักร ส่วนใบพัด หรือ Impeller ในส่วนของ turbine ที่ผ่านการใช้งานมาเป็นระยะเวลาหนึ่งครับ ซึ่งทาง West Coast Engineering ซึ่งขออนุญาตเรียกสั้นๆว่า WCE ตามชื่อย่อของ บริษัทครับ ที่มีความประสงค์ต้องการจะตรวจสอบเจ้า Imprller ตัวนี้ด้วยวิธีการถ่ายภาพด้วยรังสี
  |
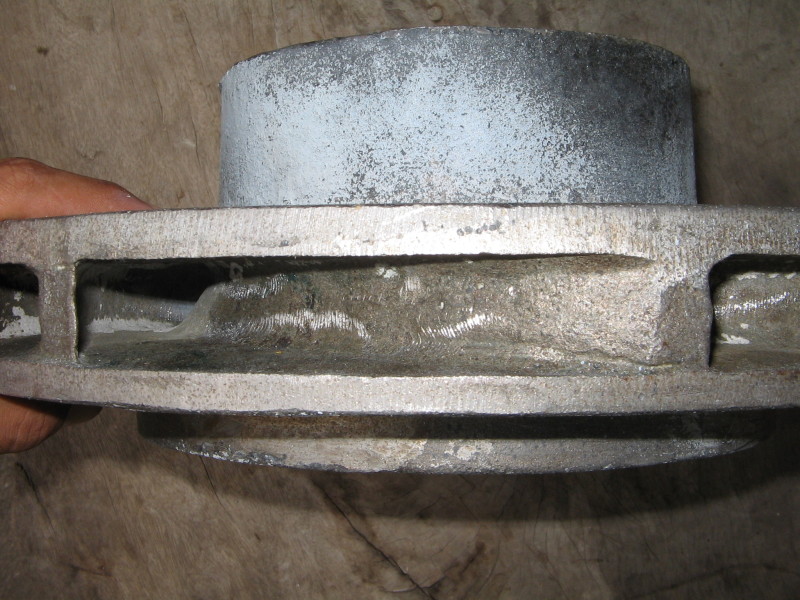
เป็นหน้าที่ของทาง KAKA แล้วครับ....วิเคราะห์ชิ้นงาน พบ Condition เบื้องต้นมีดังนี้ 1.ชิ้นงานเป็นงานหล่อครับ มาจากกรรมวิธี SandCasting นั่นเอง 2.วัสดุ เป็น SUS ครับ/ Dimension เบื้องต้น มองจากด้านบน ขนาดประมาณ 1ฟุตx 1ฟุต ครับ 3.รูปร่างชิ้นงาน มีความซับซ้อนในระดับหนึ่งครับ 4.ความหนาชิ้นงานมีหลายความหนาครับ เริ่มกันตั้งแต่ 8mm. / 16mm./ 21mm. และส่วนที่หนาสุดคือ 81 mm. 5.ที่สำคัญทาง WCE ต้องการที่จะ X-ray ดูด้านในครับ นี่คือโจทย์ที่ KAKA Engineering ได้รับครับ ไม่ยาก และ ไม่ง่ายครับ สำหรับโจทย์ที่ได้รับมา เราส่งต่อให้กับทาง Inspection department ซึ่งทีมงานของเรา มีความชำนาญในด้าน การตรวจสอบแบบไม่ทำลายโดยตรง พิจารณาแล้ว สามารถตรวจสอบด้วยวิธีการถ่ายภาพด้วยรังสีได้ หรือ พูดง่ายๆว่า เอาไป X-ray ได้ครับ แต่ปัญหา หรือประเด็นที่เราตั้งเป้าหมายไว้ตอนแรกคือ ทำอย่างไร ภาพถ่ายรังสี จะออกมาสวยที่สุด หรือ ทำอย่างไร จึงจะได้ภาพบนแผ่นฟิล์มที่สวย และชัดเจน ว่าอย่างนั้น.....แน่นอนครับ ถึงเวลา Brain Storming กันอีกแล้ว |
|
- เหล็กหล่อ เม็ดเกรนหยาบ ไม่ละเอียด ฟิล์มจะสวยหรือเปล่า ? ใช้ฟิล์มที่มี ขนาดเกรน
ละเอียดระดับใดดีครับ? แล้วใช้ขนาดฟิล์ม หรือ Film sizing ขนาดไหนดี? - SUS แม้จะคนละ P. No กับเหล็ก แต่ในงาน NDT อยู่ group เดียวกัน - ชิ้นงาน Geometry ค่อนข้างที่จะซับซ้อนในระดับหนึ่ง มีทั้งส่วนหนา/ส่วนบาง ครบเครื่อง ครับ เราจะคิดคำนวณ exposure time ของภาพถ่ายรังสี ที่ความหนาไหนดีล่ะ? - Penetrate meter ล่ะครับ ความหนาหลากหลายแบบนี้ งาน X-ray ต้องมีตัววัดคุณภาพ ของภาพถ่าย ทำอย่างไร/ เลือกแบบไหนดี? |
|

และนี่คืออีกหนึ่งงานบริการ จากทาง KAKA engineering เพื่อดำเนินการหา solution ที่ดีที่สุด เกี่ยวกับงานตรวจสอบ ชิ้นงาน Impeller ถูกถ่ายภาพด้วยรังสี ภายใต้โจทย์ดังที่กล่าวมาข้างต้น ซึ่งต้นกำเนิดรังสี ที่เหมาะสมสำหรับกรณีนี้มากที่สุดคือ Co 60 (โคบอลท์ 60) นั่นเองครับ Ir-192 ยังไม่ใช่คำตอบสุดท้ายของกรณีนี้ ส่วนฟิล์มที่ใช้ คือ ฟิล์มเกรนละเอียดสำหรับงาน casting โดยเฉพาะ ขนาด Film sizing 14 x 17 นิ้ว
|
|

ส่วนเทคนิคในการถ่ายภาพด้วยรังสี สำหรับชิ้นงานที่มีความหลากหลาย เรื่องความหนา หรือ Multi thickness ลักษณะนี้ เราเลือกที่จะใช้ เทคนิคการถ่ายภาพด้วยรังสี แบบ 2 ความหนาครับ ซึ่งผลของภาพถ่ายที่ออกมา เราพบว่าสามารถเห็นตำหนิ (Flaw) ที่เกิดขึ้นในชิ้นงานได้อย่างชัดเจน ภาพถ่าย หรือฟิล์มออกมาสวย ตัวบ่งชี้คุณภาพของภาพถ่ายรังสี (IQI) หรือ Penetrate meter ชัดเจนมาก พร้อมทั้ง Report ในส่วนของ film interpreted ที่ทางเราจัดทำให้ โดยระบุตำแหน่ง/ defect sizing ที่พบ บนฟิลม์ ซึ่งตรงกับโจทย์ของทาง WCE ทุกประการครับ
Inspection department
KAKA Engineering Co., Ltd.
KAKA Engineering Co., Ltd.
