ความเข้าใจ เกี่ยวกับ RT Marking บน Pressure vessel

Source projector หรือ พวกเรานิยมเรียกกันว่า source ตัวนี้ model 880B สามารถอัด Ir-192 ได้ถึง 150 Ci เทียบน้ำหนักตัวแล้ว ผมชอบตัวนี้มากครับ
|
RT Marking บน Pressure vessel คืออะไร หลายท่านทราบดีแล้ว และหลายท่านยังไม่ทราบ และหลายท่านยังสับสนบ้างเล็กน้อย ในที่นี้ พวกเรามาเปิด ASME Code section 8, div 1 ไปพร้อมๆกัน ในหัวข้อของ UG-116 REQUIRED MARKING ในหัวข้อ UG-116 (e) กันได้เลย
เราจะพบ ประเด็นสำคัญ ย่อๆกล่าวไว้ว่า เมื่อเราทำการตรวจสอบ vessel กันด้วย Radiographic หรือ Ultrasonic Examination (โดยในที่นี้ ผมจะขอกล่าวเฉพาะ RT เพื่อให้เข้ากับบทความก่อน) พวกเราจะต้อง ทำการ Certification Mark เอาไว้ที่ตัว vessel ว่า vessel ใบนี้/ลูกนี้ มีการทำ RT แบบไหนนั่นเอง และเจ้า RT Marking นี้ จะถูกระบุอยู่ใน vessel data sheet หรือ vessel report อีกด้วยครับ ความสำคัญอยู่ตรงไหนล่ะ เจ้า RT Marking ตัวนี้ ความสำคัญทั้งในส่วน ออกแบบ/ ผลิต/ ตรวจสอบ พอๆกันหมดครับ ในการออกแบบ เจ้า RT Marking ก็จะไปสัมพันธ์กับ Joint efficiency ที่จะมีผลกับความหนาของ vessel ที่เราออกแบบ, การผลิต เราก็ไปเน้นที่กระบวนการเชื่อม ช่างเชื่อม ว่าแนวนี้ ส่วนนี้ เน้นๆหน่อย ขอเนียนๆหน่อย การตรวจสอบ ก็จะทำให้ผู้ตรวจสอบ พิจารณาการทำ RT ได้ถูกต้อง ตรงจุด ประมาณนี้ครับ |
ในที่นี้ เราจะขอกล่าว คร่าวๆ โดยรายละเอียดมีดังนี้ เมื่อเราพบเห็น RT Marking หรือ เวลาพวกเรา ไปสนทนากับเพื่อนชาวไทย หรือ เพื่อนชาวต่างชาติ หรืออย่างกรณี ถ้าพวกเรา ต้องไปทำงานกันที่ต่างประเทศ จะได้เป็นไปในภาษาเดียวกัน ยกตัวอย่างคร่าวๆ vessel ใบที่ 1 ทำ RT แบบ Full radiography, vessel ใบที่ 2 ทำ RT แบบ Spot radiography เป็นต้น (โดยจะ Mark ไว้บนตัว vessel ก็ได้ หรือ Mark หรือ เขียนไว้บน Nameplate ก็ได้)…อันได้แก่ มี 4 แบบเท่านั้นบนโลกนี้ หากเราอ้างอิงจะสร้าง vessel ตาม ASME Code กล่าวคือ RT1, RT2, RT3 และ RT4 โดยมี concept โดยรวม ที่ทาง ASME จัดการ Group ให้พวกเรา ดังนี้
RT1 Full radiography
RT2 Full radiography
RT3 Spot radiography
RT4 กรณีที่ไม่เข้าข่าย RT1 หรือ RT2 หรือ RT3
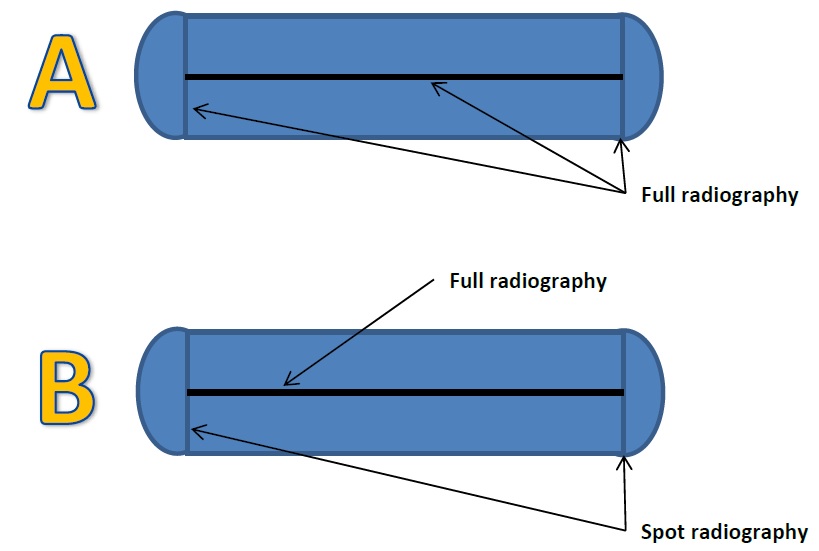
พวกเราเริ่มสนุกกับ ASME กันหรือยังครับ RT1 กับ RT2 มันจัดอยู่ในกลุ่ม Full radiography เหมือนกัน แล้วมันต่างกันตรงไหน ยกตัวอย่าง เราไปเจอ vessel มา 2 ใบ หน้าตาเหมือนกันหมดเลย joint เหมือนกันหมด ต่างกันที่ตอน marking พอเข้าไปดู vessel A เป็น RT1 Marking แต่ vessel B เป็น RT2 Marking ? เอ…แล้วตอน ทำ RT มันต่างกันตรงไหนล่ะพวกเรา ทีนี้ ลำดับความเข้าใจกันด้วยภาพประกอบ
Example 1. ยกตัวอย่าง เอาแบบเห็นภาพง่ายๆก่อน vessel A กับ vessel B กำหนดให้เป็น butt weld ทุกแนว หัวถังเป็นแบบไร้ตะเข็บ 2:1 ellipsoidal head ดังนั้นจากภาพประกอบของถังที่ยกตัวอย่าง จะเห็นได้ว่า ส่วนตัวถัง หรือ shell เป็น Category A ส่วนหัวถัง หรือ Head เป็น Category B กำหนด Dimension หรือ ขนาดเท่ากันหมด ทีนี้เรามาดูกัน ผมอยากให้พวกเรา เข้าใจ concept ก่อน
|
ตัวอย่าง RT1 Marking พวกเราเปิด UG-116 (e) (1) ประกอบครับ…ใจความสำคัญอยู่ที่ จะต้องทำ Full radiography ตาม requirement UW-11 (a) โดยจะต้องทำตลอดแนวเชื่อม หรือ Full length นั่นเอง - แปลว่า vessel A ที่เราเห็นตามภาพ มีการทำ RT ครบ/หมด/ทุกความยาวแนวเชื่อม (หากมองจากภาพประกอบ เราเห็นแนวเชื่อมทั้งหมด 3 แนว คือ 1 แนว longitudinal weld ที่ตัวถัง/Category A และ 2 แนว circumferential weld ที่หัวถัง/Category B) ตัวอย่าง RT2 Marking พิจารณา vessel B เราจะทำ RT แบบ Full radiography ที่ตัวถัง หรือ longitudinal weld แต่ส่วน่joint หัวถัง เราทำ RT แบบ spot radiography แบบนี้ เข้าข่าย RT2 Marking หลายท่านเริ่มสงสัย แล้วว่า…อ้าว นายช่าง ทำการ RT แบบ spot radiography แล้วจะมาสรุปจาก ย่อหน้าบน ของบทความนี้ ว่าเป็น full radiography ได้อย่างไร ? - นั่นสิ แล้วนายช่างบอก RT2 เป็น Full radiography แต่ทำ spot เริ่มงง ? |
Vessel A หน้าตา การออกแบบ แนวเชื่อม เหมือน Vessel B ทุกประการ กรณีแบบนี้ RT Marking จะช่วย ลดความสับสน เวลาเราไปทำงานได้ครับ
|
เพราะ RT2 Marking ใจความสำคัญ หรือหัวใจ จะอยู่ที่ UW-11 (a) (5) (b) กล่าวคือ Category B หรือ C ที่มันมาชน หรือมาต่อ หรือมา intersect กับ Category A นั้น จะสามารถ หรือ เพื่อนชาวอเมริกา จะบอกว่า อย่างต่ำที่สุด คือ as a minimum, meet the requirement ในเงื่อนไข spot radiography
แปลว่าอะไรครับพวกเรา…นั่นหมายความว่า minimum requirement ของ vessel ใบนี้ เราสามารถที่จะทำ spot radiography ได้(ประหยัดค่า film RT ไปได้หลายพัน ถึงหลายหมื่น-เผื่อทำ RT แล้วไม่ผ่าน ซ่อมแล้ว ซ่อมอีก) หรือ หากท่านไม่สนใจ ผมมีเงินนายช่าง ผมอยากจะทำ RT ที่หัวถังใบนี้ แบบ Full length เลย ผมอยากดูฝีมือ ช่างเชื่อม ท่านก็สามารถทำได้ เพราะ minimum requirement ท่านเป็น spot radiography ท่านสามารถทำ full radiography ได้เลย สบายๆ ไม่มีปัญหา ทำจบปุ๊บ ทดสอบ Hydrostatic test ปุ๊บ เตรียมปั้มตรา RT1 ลงบนถังได้เลย
เพื่อนสมาชิก ไม่งง กันนะครับตรงจุดนี้ ที่ทาง ASME จัดกลุ่มของ Full radiography ให้อยู่เข้าใจง่าย ทั้ง RT1 และ RT2 หรืออาจกล่าวได้ว่า RT2 มีไว้เป็น option เป็นทางเลือกเวลาเราผลิตถัง จะไปประหยัดในส่วนค่าตรวจสอบ ทั้งๆที่ถังเราออกแบบเหมือนกันเป๊ะ ยกตัวอย่างจากด้านบน แต่อย่าลืมใจความสำคัญ ต้องเข้าข่ายอะไรครับพวกเรา UW-11 (a) (5) (b) นั่นเอง หัวใจทศกัณฐ์อยู่ที่นี่ จัดว่าเด็ดครับ ช่าง x-ray แถวบ้านนายช่างบอกมา
เพิ่มเติม : ถ้าเรากำหนด จากโจทย์ Example 1. ให้แนวเชื่อมในส่วน Category A และ Category B เป็น Full penetration หรือ เรียกง่ายๆ คือ weld type 1 ดังนั้น เราสามารถตอบได้ทันทีว่า ในการออกแบบ เราจะทำการคำนวณความหนา ที่ต้องมีเรื่องของ joint efficiency มาเกี่ยวข้อง จะได้
|
Vessel A เรากำหนด RT1 Marking ดังนั้น
- ตัวถัง Joint efficiency = 1.00 - หัวถัง joint efficiency = 1.00 |
Vessel B เรากำหนด RT2 Marking ดังนั้น
- ตัวถัง Joint efficiency = 1.00 - หัวถัง joint efficiency = 1.00 |
Vessel B ส่วนหัวถัง joint efficiency จะเท่ากับ 1 ได้อย่างไร มันทำ RT แบบ spot มันต้องใช้ joint efficiency ที่ 0.85 สินายช่าง?
ตรงนี้หลายท่าน แย้งมา ที่ถูกต้อง คือกรณีนี้ หัวถัง vessel B นั้น joint efficiency ต้องเท่ากับ 1.00 เช่นเดียวกัน แม้ว่าเรา RT2 Marking นะครับ เพราะอะไร เพราะ RT2 นัยยะ มันคือ full radiography ถึงแม้ว่า ท่านจะปั้ม ท่านจะตอก หรือ สแตมป์ทำตรา RT2 marking แล้วนั้น ตอนท่านทำ RT ในส่วนหัวถัง ทำแบบ spot radiography ก็จริง แต่ joint efficiency ท่านจะไปเลือกช่อง spot radiography ไม่ได้ (เราจะบอกว่า เราทำ spot radiography นะ ดังนั้น joint efficiency ต้องเป็น 0.85 แบบนั้น ไม่ใช่)
เพราะอะไร เพราะ RT2 นัยยะ มันคือ full radiography เมื่อมันอยู่ในหัวข้อใหญ่คือ full radiography ท่านก็จะต้องเลือก joint efficiency เป็น 1.00 (ในตัวอย่างนี้) เพื่อนสมาชิกอย่าเพิ่งสับสนนะครับ เพราะ RT2 Marking มันถูกจัดกลุ่ม ให้อยู่ใน full radiography นั่นเอง ASME จัดกลุ่มของ full radiography ให้พวกเราแล้วใน UW-11 พวกเราอย่าลืม ดังนั้นจึงสามารถกล่าวได้เช่นเดิม คือ ASME มี RT2 Marking เป็น option ในกลุ่มของ vessel ที่ต้องทำ full radiography นั่นเอง จึงเป็นคำตอบสุดท้ายในการเลือกใช้ joint efficiency ในตำแหน่ง หรือใน column ของ full radiography แม้ว่า RT2 Marking จะมีการทำ spot radiography นั่นเองครับ
|
RT3 Marking มาต่อกันที่ RT3 Marking เป็นอะไรที่เข้าใจง่าย ตรงไปตรงมา ไม่มี option ไม่มีเงื่อนไขพิเศษ ไม่มี minimum requirement อะไรทั้งนั้น
กล่าวคือ หาก vessel ใบไหน ปั้ม RT3 Marking นั่นหมายความว่า vessel ใบนั้นชัดเจนว่าต้องทำ Spot radiography นั่นเอง หรือพูดให้ง่ายกว่านั้น พวกเราไม่ต้องไปสนใจ UW-11 (a) Full radiography กันแล้วครับ ลบออกจากสารระบบไปได้เลย เจอ RT3 Marking สิ่งเดียวที่ขอร้องเธอก่อนไป คือ UW-11 (b) Spot radiography เป็นคำตอบสุดท้าย |
RT3 Marking กับ spot radiography ไม่มีอะไรในกอไผ่
|
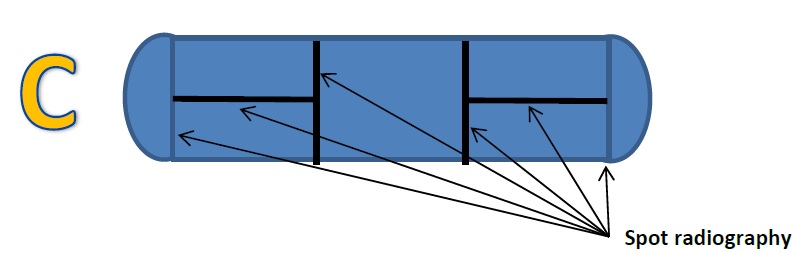
มาวิเคราะห์ RT3 Marking กันสักนิดครับ ยกตัวอย่าง vessel C (หน้าตาไม่ได้ต่างจาก vessel A,B เลย เพิ่มมาแค่ volume เท่านั้นเอง-แนวเชื่อม มีความยาวรวมมากกว่า หรือเยอะกว่า) โดย vessel C หากเป็น RT3 Marking สิ่งที่เราพบเห็น ชัดเจนที่สุด คืออะไร คือความเข้มข้น, ความถี่, ความเคี่ยว ในการทำ RT เราจะพบว่า มัน spot หมดเลย ทุกแนวเชื่อม ทั้งใบ spot หมด ในทุก Category ไม่สนใจ
ประหยัดค่าตรวจสอบ หรือ ประหยัดค่าทำ RT ว่าง่ายๆ แต่….แต่อย่าลืม joint efficiency เราลงมาอยู่ที่ค่าต่ำกว่าเดิมนะครับ นั่นคือจากตัวอย่าง Vessel A,B หากเป็น RT1, RT2 Marking กรณีนี้ Joint efficiency จะอยู่ที่ 1.00 แต่หากเป็น RT3 Marking ท่านจะเห็นได้อย่างชัดเจน joint efficiency จะอยู่ที่ 0.85 นั่นคือ ในการออกแบบ เราจึงมีความหนาที่เพิ่มขึ้น แปลว่า ค่าวัสดุ(material cost) เพิ่มขึ้น แบบไหนคุ้มกว่ากัน กรณี ค่า material cost ที่เพิ่มขึ้น กับค่าตรวจสอบ examination cost ที่ลดลง นี่คือการบ้านของ engineer ครับ
ประหยัดค่าตรวจสอบ หรือ ประหยัดค่าทำ RT ว่าง่ายๆ แต่….แต่อย่าลืม joint efficiency เราลงมาอยู่ที่ค่าต่ำกว่าเดิมนะครับ นั่นคือจากตัวอย่าง Vessel A,B หากเป็น RT1, RT2 Marking กรณีนี้ Joint efficiency จะอยู่ที่ 1.00 แต่หากเป็น RT3 Marking ท่านจะเห็นได้อย่างชัดเจน joint efficiency จะอยู่ที่ 0.85 นั่นคือ ในการออกแบบ เราจึงมีความหนาที่เพิ่มขึ้น แปลว่า ค่าวัสดุ(material cost) เพิ่มขึ้น แบบไหนคุ้มกว่ากัน กรณี ค่า material cost ที่เพิ่มขึ้น กับค่าตรวจสอบ examination cost ที่ลดลง นี่คือการบ้านของ engineer ครับ
RT4 Marking ตัวสุดท้าย สำหรับหัวข้อนี้ สั้นๆ ง่ายๆ กำปั้นทุบดินเลย คือ vessel ใบใดก็ตามแต่ ที่มีการทำ RT โดยที่ไม่เข้าข่าย หรือ ไม่อยู่ในเงื่อนไขของ RT1, RT2 หรือ RT3 อ่านแล้วสับสน แปลว่าจะ Full radiographic ก็ไม่ใช่ จะ Spot radiographic ก็ไม่ใช่ แล้วมันเป็นอย่างไรล่ะทีนี้ กับเจ้า RT4 Marking ขอตัวอย่าง สักตัวอย่าง สองตัวอย่าง ให้พอเห็นภาพกันสักหน่อยสินายช่าง

|
RT4 Marking ตัวอย่างที่ 1
ผมให้เป็นถัง D1 มาดูหน้าตา vessel ใบนี้กันบ้าง พบว่า หน้าตามันเหมือนกับ vessel C อย่างไม่มีผิด เพียงแต่จับมันตั้งขึ้น กลายเป็น vertical type ส่วน joint อื่นๆ หน้าตาเหมือนกันหมด Joint Category พิมพ์เดียวกัน การออกแบบ พื้นฐานคือ การจับ RT3 Marking มา modify เสียใหม่ คือ จับ vessel C มาทำการออกแบบใหม่ ใน Joint Category B ให้เป็นแบบ Full radiography เสีย ดังนั้นเราจะเห็นได้ว่า ใน vessel D1 เรามีทั้ง spot radiography(ที่ joint efficiency = 0.85) และ Full radiography (ที่ Joint efficiency = 1.00) เข้าข่ายไหนครับพวกเรา RT1 และ RT2 นี่ตัดทิ้งเลย เพราะในส่วนตัวถัง เราออกแบบเป็น spot ไม่ใช่แน่ๆ แล้ว RT3 ล่ะ ก็ปรากฎว่า มีส่วนหัวถัง เราไปออกแบบเป็น full เสียอีก ดังนั้น เมื่อมีการทำ RT แต่ไม่อยู่ในกลุ่ม RT1, RT2, RT3 เราจึงจัดการให้เจ้า vessel C อยู่ในกลุ่มของ RT4 Marking |
RT4 Marking ตัวอย่างที่ 2
ผมให้เป็นถัง D2 หน้าตาเหมือนถัง D1 ทุกอย่าง ต่างกันเพียง vessel ใบนี้ ทางเจ้าของงาน กำชับนัก กำชับหนา ว่า…นายช่างครับ vessel แบบ vertical type ของเราใบนี้ ที่จะมาจ้างนายช่างออกแบบ เราอยากให้มีการตรวจสอบ หรือ ทำ RT ใน joint ส่วนที่อยู่ด้านล่างสุดในแนว longitudinal weld ด้วยได้หรือไม่ เพราะเรากังวล ว่าจะมี pressure ที่เพิ่มมาจาก static head นั่นเอง ดังนั้นส่วนล่าง shell ล่างสุด หรือ bottom shell เราอยากให้นายช่างออกแบบ เป็น full radiography ส่วนเดียว ส่วนใน shell หรือ head ส่วนอื่นๆ เราไม่สนใจครับ แบบนี้ก็มีนะครับพวกเรา ไม่ใช่ไม่มี ทางเจ้าของงานกำชับมา เราก็ว่ากันไป ไม่อย่างนั้นเราก็ไม่ถูกว่าจ้างนั่นเอง เข้าข่ายไหนครับพวกเรา ลูกผสมแบบนี้ ชัดเจนครับผม |
บทสรุป เพิ่มเติม เกี่ยวกับ RT Marking ที่ทางเรา เน้นย้ำ ให้พวกเรา เข้าใจมากกว่า ท่องจำ มีดังนี้
RT1 Full radiography
100% แนวเชื่อม ทั้งแนว longitudinal และ circumferential
Category B และ C สำหรับ Nozzle ที่มีขนาด NPS 10 นิ้วขึ้นไป
RT2 Full radiography
100% แนวเชื่อม ในแนว longitudinal
Spot RT แนวเชื่อม ในแนว circumferential
RT3 Spot radiography
Spot RT แนวเชื่อม ทั้งแนว longitudinal และ circumferential
RT4 กรณีที่มีการทำ RT แต่ไม่เข้าข่าย RT1 หรือ RT2 หรือ RT3
RT1 Full radiography
100% แนวเชื่อม ทั้งแนว longitudinal และ circumferential
Category B และ C สำหรับ Nozzle ที่มีขนาด NPS 10 นิ้วขึ้นไป
RT2 Full radiography
100% แนวเชื่อม ในแนว longitudinal
Spot RT แนวเชื่อม ในแนว circumferential
RT3 Spot radiography
Spot RT แนวเชื่อม ทั้งแนว longitudinal และ circumferential
RT4 กรณีที่มีการทำ RT แต่ไม่เข้าข่าย RT1 หรือ RT2 หรือ RT3
ณัฐพงศ์ ไชยสิทธิ์
วุฒิวิศวกรเครื่องกล
วก.958
