Fiber elongation in Cold working : Forming shell sections and head
บทความนี้ เกริ่นนำโดยรวมแบบให้เข้าใจง่ายที่สุด โดยเราจะพูดเกี่ยวกับการขึ้นรูปของโลหะ(metal forming) ในกลุ่ม Carbon และ low alloy steel ที่เราเตรียม นำมาสร้างถัง หรือ vessel นั่นเอง
ขึ้นรูปอย่างไร? อธิบายให้เห็นภาพชัดเจน เช่น เอามาดัดโค้ง(ให้ได้รัศมี R ตามที่ออกแบบ) เอามาม้วน(เพื่อเตรียม pre fabrication ในส่วนตัวถัง หรือ shell) เอามาปั้ม หรือ เอามารีด(ในส่วนหัวถัง หรือ Head เพื่อเตรียมขึ้นรูปให้ได้ ตามการออกแบบของ engineer) หรือ bla bla bla ตามกรรมวิธีที่ถนัด พอมองเห็นภาพตามกันแล้วนะครับพวกเรา โดยบทความนี้จะเน้นไปที่การคำนวณ ที่ไม่ซับซ้อน แต่จะไปเน้นความเข้าใจในภายหลัง โดยก่อนที่เราจะเข้าถึง บทความนี้ ผมอยากให้พวกเราทบทวน ความรู้พื้นฐาน เกี่ยวกับกรรมวิธีการขึ้นรูปโลหะ หรือ Metal working process กันสักนิดก่อน สั้นๆครับ
ขึ้นรูปอย่างไร? อธิบายให้เห็นภาพชัดเจน เช่น เอามาดัดโค้ง(ให้ได้รัศมี R ตามที่ออกแบบ) เอามาม้วน(เพื่อเตรียม pre fabrication ในส่วนตัวถัง หรือ shell) เอามาปั้ม หรือ เอามารีด(ในส่วนหัวถัง หรือ Head เพื่อเตรียมขึ้นรูปให้ได้ ตามการออกแบบของ engineer) หรือ bla bla bla ตามกรรมวิธีที่ถนัด พอมองเห็นภาพตามกันแล้วนะครับพวกเรา โดยบทความนี้จะเน้นไปที่การคำนวณ ที่ไม่ซับซ้อน แต่จะไปเน้นความเข้าใจในภายหลัง โดยก่อนที่เราจะเข้าถึง บทความนี้ ผมอยากให้พวกเราทบทวน ความรู้พื้นฐาน เกี่ยวกับกรรมวิธีการขึ้นรูปโลหะ หรือ Metal working process กันสักนิดก่อน สั้นๆครับ
|
Hot working หรือ การขึ้นรูปร้อน
- กรรมวิธี จะทำที่ อุณหภูมิ เหนืออุณหภูมิการเกิดผลึกใหม่ หรือ recrystallization
- ที่อุณหภูมิสูง แน่นอนว่า ductility สูงตาม อีกทั้งยังส่งผลตรง เพิ่ม Toughness อันเป็นผลมาจากขนาดเกรน ที่เล็กลง - ภาพรวมค่าใช้จ่ายสูงกว่า |
Cold working หรือ การขึ้นรูปเย็น
-Temp ต่ำกว่า recrystallization Temp
- Ductility ต่ำ อีกทั้งมีความเครียด(strain)มาก รวมไปถึง ความเค้นตกค้าง(residual stress) -ภาพรวม ค่าใช้จ่ายต่ำกว่า หากพวกเราผลิตเยอะๆนะ |

Ellipsoidal head: Dimension check
|
ภาคทฤษฏี
กลับมาสู่บทความของพวกเราครับ Extreme fiber elongation เป็นการคำนวณ ณ จุดที่มีการขึ้นรูปเย็นของวัสดุ โดยเฉพาะ Carbon และ low alloy steel อันเป็นวัสดุในกลุ่มหลักของพวกเราที่นำมาทำ vessel โดยที่จะมีจุด หรือ พื้นที่ที่เป็น maximum elongation เกิดขึ้น เนื่องจาก tensile strain ที่เกิดขึ้นจากการขึ้นรูปเย็น (cold working) นั้น ดังนั้นจะเป็นผลให้ เกิดการสูญเสียใน ductility (loss in ductility) อันสามารถเป็นผลให้เกิด หรือ เป็นผลให้มี ความสามารถในการแตกร้าวเพิ่มขึ้น (cracking)
โดยที่ ปริมาณของ extreme fiber elongation นั้น ใน ASME B&PV Code เรากำหนดให้มีค่าไม่เกิน 5% อ้างอิงจาก UCS-79 (Forming section shell and head) โดยถ้าเกิน 5% เมื่อไหร่ ท่านก็ต้องเสียเงินเพื่อดำเนินการ กรรมวิธีทางความร้อน (หรือ heat treated) อีกรอบ นั่นเอง เพื่ออะไร ก็เพื่อที่จะลดโอกาสที่มันจะสามารถเกิดการแตกร้าวได้จาก stress ที่ตกค้าง รวมไปถึง การสูญเสีย ductility ที่เกิดขึ้นในกระบวนการ ตามที่กล่าวมาก่อนหน้านี้ ดังนั้นจะเห็นว่า ในการขึ้นรูปเย็น จะต้องมีการคำนวณ ค่าของ extreme fiber elongation ทุกครั้ง จากเหตุผลดังกล่าวนั่นเอง นี่คือเหตุผล ที่ทำไมเราต้องสนใจเจ้าค่าตัวนี้
กลับมาสู่บทความของพวกเราครับ Extreme fiber elongation เป็นการคำนวณ ณ จุดที่มีการขึ้นรูปเย็นของวัสดุ โดยเฉพาะ Carbon และ low alloy steel อันเป็นวัสดุในกลุ่มหลักของพวกเราที่นำมาทำ vessel โดยที่จะมีจุด หรือ พื้นที่ที่เป็น maximum elongation เกิดขึ้น เนื่องจาก tensile strain ที่เกิดขึ้นจากการขึ้นรูปเย็น (cold working) นั้น ดังนั้นจะเป็นผลให้ เกิดการสูญเสียใน ductility (loss in ductility) อันสามารถเป็นผลให้เกิด หรือ เป็นผลให้มี ความสามารถในการแตกร้าวเพิ่มขึ้น (cracking)
โดยที่ ปริมาณของ extreme fiber elongation นั้น ใน ASME B&PV Code เรากำหนดให้มีค่าไม่เกิน 5% อ้างอิงจาก UCS-79 (Forming section shell and head) โดยถ้าเกิน 5% เมื่อไหร่ ท่านก็ต้องเสียเงินเพื่อดำเนินการ กรรมวิธีทางความร้อน (หรือ heat treated) อีกรอบ นั่นเอง เพื่ออะไร ก็เพื่อที่จะลดโอกาสที่มันจะสามารถเกิดการแตกร้าวได้จาก stress ที่ตกค้าง รวมไปถึง การสูญเสีย ductility ที่เกิดขึ้นในกระบวนการ ตามที่กล่าวมาก่อนหน้านี้ ดังนั้นจะเห็นว่า ในการขึ้นรูปเย็น จะต้องมีการคำนวณ ค่าของ extreme fiber elongation ทุกครั้ง จากเหตุผลดังกล่าวนั่นเอง นี่คือเหตุผล ที่ทำไมเราต้องสนใจเจ้าค่าตัวนี้
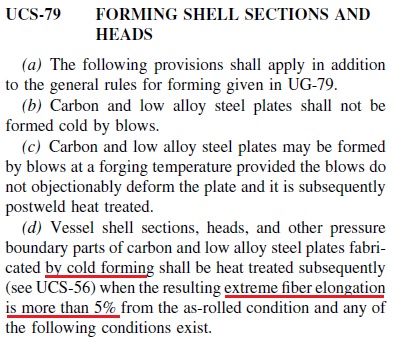
วิธีการคำนวณ extreme fiber elongation (พวกเราเปิด UCS 79)
|
ไม่ใช่ว่า พี่อยากจะม้วนเหล็ก รัศมีเท่าไหร่ก็ได้ ก่อนนำมาเชื่อม, หรือ พี่จะออกแบบหัวถัง แบบ Hemisphere หรือ ellipsoidal จะเอารัศมีหัวถัง เท่าไหร่ก็ได้ แล้วก็จัดการดัดมัน รีดมัน แล้วเอามาเชื่อมประกอบเลย ไม่ได้นะครับ
หลังจากที่ทาง engineer คำนวณความหนา ของ vessel ออกมาแล้วคร่าวๆ กำหนดพิกัดใน drawing ออกมาแล้วคร่าวๆ เลือกวัสดุให้เหมาะสมกับงานออกมาแล้ว ก่อนตัดสินใจ พี่ต้องมาพิจารณา fiber elongation กันก่อน เพราะมันจะมีค่าใช้จ่ายตามมาอีก(กรณี ไม่ผ่านเงื่อนไข หรือไม่ผ่านเกณฑ์ของ ASME กำหนด) มันสัมพันธ์กับการออกแบบไปหมด อย่าลืมว่าเรากำลังสร้าง pressure vessel นะครับ ไม่ใช่ สร้างอ่างเลี้ยงปลาดุก แบบนั้นอีกเรื่องหนึ่ง -_-" 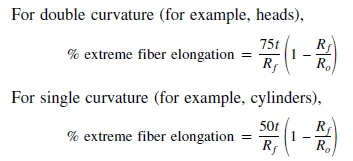
|
|
Example 1 กำหนด Vessel ที่เราออกแบบคร่าวๆ ใช้หัวถังเป็นแบบ 2:1 Ellipsoidal head โดย กำหนด OD ของ Head และ Shell ขนาดเท่ากัน คือ 2,000 mm. และ เลือกความหนาที่ Nominal thickness เป็น 25.4 mm. หรือ 1 นิ้ว ทั้งในส่วนตัวถัง และหัวถัง เราต้องเสียเงินทำ PWHT อีกหรือไม่ หลังจากเราทำการขึ้นรูป(cold working) เหล็กที่เราเตรียมมา condition ข้างต้น ก่อนเตรียมตัว pre fabrication ตามเงื่อนไข การออกแบบนี้ ? |
เมื่อ t = plate thickness
Rf = final center line radius Ro = original center line radius (equal infinity for flat plate) |
พิจารณาส่วนตัวถัง shell
Outside diameter = 2,000 mm. (OD shell)
t = 25.4 mm. (shell plate thickness)
D = 1,949.2 mm. (shell inside diameter)
Rf = 974.6+[(25.4)/2]
= 987.3 mm. (final centerline radius), mean radius
Ro = Original Centerline Radius
= ∞ (for flat plate)
% extreme fiber elongation (shell) = 50(t/Rf)(1-Rf/Ro)
= 50(25.4/987.3)(1-(987.3/∞)
= 1.28 < 5% Accept

|
พิจารณาส่วนหัวถัง ellipsoidal head
Outside diameter = 2,000 mm. (OD กำหนดให้ขนาด เท่ากับ shell) t = 25.4 mm. (head plate thickness) D = 2,000-25.4-25.4 (inside diameter of head skirt) = 1,949.2 mm. Rf1 (knuckle radius) = 0.17D UG 32 (d) = 331.36 mm. Rf2 (spherical radius) = 0.90D UG 32 (d) = 1,754.28 mm. |
% extreme fiber elongation (knuckle radius) = 75(t/Rf1)(1-Rf1/Ro)
= 75(25.4/331.36)(1-(331.36/∞)
= 5.74 > 5% Heat treat
% extreme fiber elongation (spherical radius) = 75(t/Rf2)(1-Rf2/Ro)
= 75(25.4/1,754.28)(1-(1,754.28/∞)
= 1.08 < 5% Accept
= 75(25.4/331.36)(1-(331.36/∞)
= 5.74 > 5% Heat treat
% extreme fiber elongation (spherical radius) = 75(t/Rf2)(1-Rf2/Ro)
= 75(25.4/1,754.28)(1-(1,754.28/∞)
= 1.08 < 5% Accept
ส่วนของตัวถัง หรือ shell ผ่านสบายๆที่ 1.28 แต่หัวถัง หรือ Head เรียบร้อยครับ เพื่อนสมาชิก ในส่วนของ knuckle radius ถ้าพี่ออกแบบ ตามเงื่อนไข หรือ condition นี้ ในส่วนของหัวถังพวกเราเตรียมตัว นำหัวถังทั้งหัวเรา ไปอบ หรือ Heat treat ได้เลย เนื่องจาก fiber elongation > 5% หลังจากผ่านกรรมวิธีการขึ้นรูปเสร็จแล้ว ไม่ผ่านก็คือไม่ผ่านนะครับ บางท่านอาจจะบอกแหม…หยวนๆน่า นายช่าง เกินมา 0.74% ต้องมาเสียเงิน เอาไปอบอีกรอบอีก ออกแบบมาแล้วด้วย ไม่ได้ครับ นายช่างเสียใจด้วย code ก็คือ code ถูกออกแบบ ถูกกำหนดมาทางวิศวกรรมเรียบร้อยแล้ว ถ้าคำนวณแล้วออกมาเกิน แบบนี้ เราก็ต้องนำไป heat treat นั่นเอง
พิจารณา เงื่อนไขการออกแบบ (ถ้าไม่อยากเสียเงิน ทำ Heat treat ซ้ำ) ลองมาดูแนวทางกันเล่นๆ ว่าพอจะมีวิธีเลี่ยง หรือไม่ อย่างไร พวกเราลองมาดูในส่วนหัวถัง หรือ Head ก่อนครับ โดยในส่วนของ knuckle radius พวกเรา จะเห็นได้ว่า มันคือส่วนที่ถูกรีด ถูกบี้ หรือ บดขยี้มากที่สุดในส่วนนี้ ในกรรมวิธีการขึ้นรูปหัวถังแบบ 2:1 ellipsoidal head (เทียบค่า จากการคำนวณ fiber elongation ในส่วน spherical radius แล้วคนละเรื่องเลย) นั่นแปลว่า แรงกระทำตรงจุดนี้ ตรงส่วน knuckleนี้ จะมี strain หรือความเครียดที่ค่อนข้างมาก ซึ่งถ้ามาก เกินจุดที่ ASME กำหนด minimum requirement เอาไว้คือ 5% แน่นอนว่า กรรมวิธีทางความร้อน ต้องเข้ามาคลายเครียด ตรงนี้เป็นเหตุ เป็นผลชัดเจนนะครับ
|
A) Fiber elongation เกินมา 0.74 ในส่วนนี้ พิจารณา ถ้าเพิ่มขนาด หรือ เพิ่ม diameter ถัง เป็นไปได้หรือไม่ จะกระทบอะไรบ้าง ? thickness หรือ ในส่วนของความหนาของ nominal thickness เพิ่มขึ้นอีกหรือไม่ ? ต้องกลับมาคำนวณย้อนกลับไปที่ required thickness อีกรอบ เพราะดูแล้ว fiber elongation เกินมาไม่เยอะ diameter ถัง หากเพิ่ม คงเพิ่มไม่เยอะ หากปรับขนาด diameter จะมีผลกับปริมาตร หรือ volume ของถังอีกหรือไม่ หรือไม่ต้องนำมาพิจารณา หรือหากปรับขนาด แล้วความสามารถในการรับแรงดัน ผ่านเกณฑ์การออกแบบหรือไม่ ตรงนี้ต้องคำนวณ
B) หากการ design ถูกจำกัดด้วยพื้นที่ หรือ location ถูก fix, ตำแหน่ง ถูก fix, ทีมงานภาคสนาม ไปดูหน้างานมาแล้ว พื้นที่ติดตั้ง จะวางตำแหน่ง ใหญ่กว่า diameter ขนาดนี้ไม่ได้ นั่นก็แปลว่า เราคงต้อง fix ที่ diameter นี้เป็นหลัก แล้วเปลี่ยนวัสดุ เลือกวัสดุในกลุ่มที่ allowable stress มากกว่านี้อีกนิดหนึ่ง เพื่ออะไร เพื่อให้ความหนาเราต่ำลง เพราะเรา fix dimension ของ vessel แล้ว ตอนนี้เรากำลังเล่นอยู่กับ cold work ใน vessel ที่มีตัวแปรหลักคือ thickness อยู่ ก็ต้องมานั่งเทียบ ราคาค่า material ที่เพิ่มขึ้นมาอีกครับ ว่าแบบไหนจะคุ้มทุนกว่ากันนั่นเอง หน้าที่ของวิศวกรครับ ***ตอนหน้า เราจะพาไปดู remark หรือ หมายเหตุบางประการ เกี่ยวกับ ข้อยกเว้น หรือ เงื่อนไขบางประการ ใน UCS 79 ที่มีความสำคัญต่อการออกแบบ vessel หรืออาจจะกล่าวได้ว่า ASME ใจดี(อีกแล้ว) โดยภาคนี้ อยากให้พวกเรา เข้าใจ concept ของ fiber elongation ว่ามีไว้ทำไมก่อน |

พวกเรา ตอบคำถามกันได้หรือยังครับ ว่า Fiber elongation คืออะไรครับ
ณัฐพงศ์ ไชยสิทธิ์ วุฒิวิศวกรเครื่องกล วก.958 |
